

Products








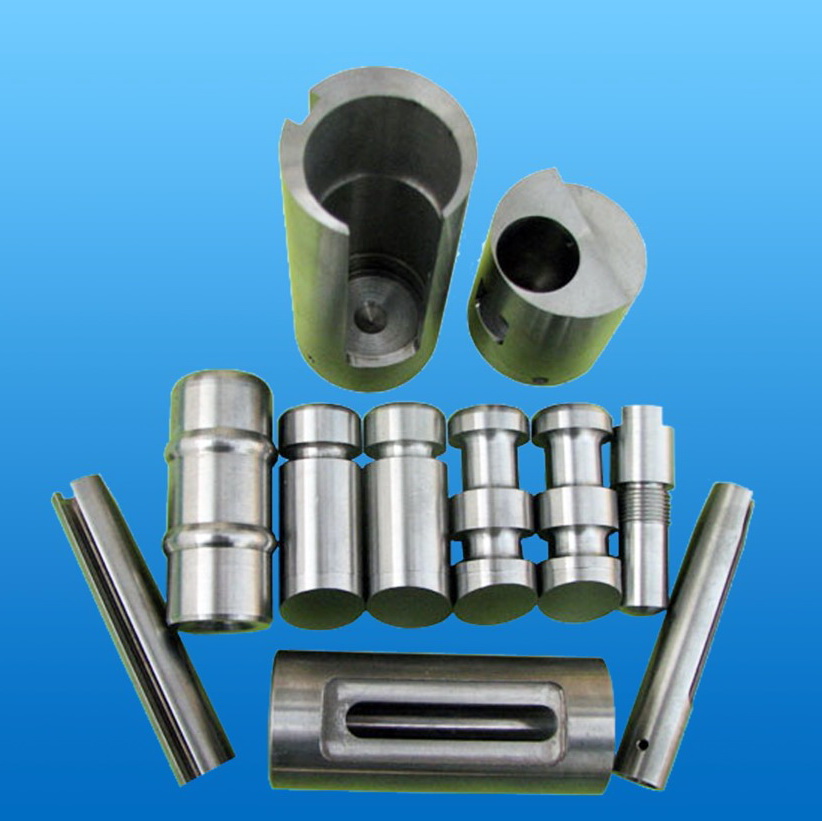

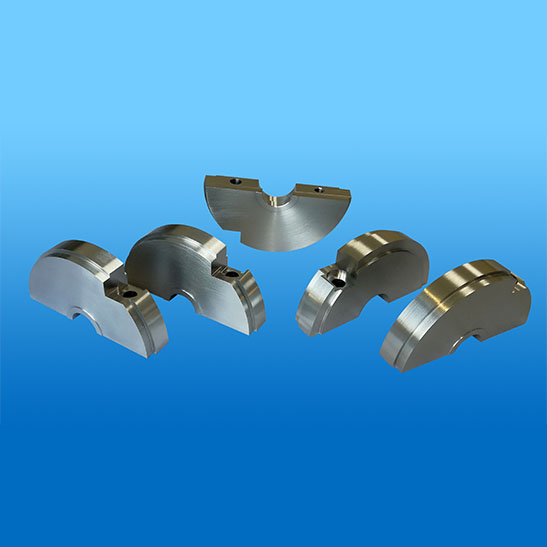
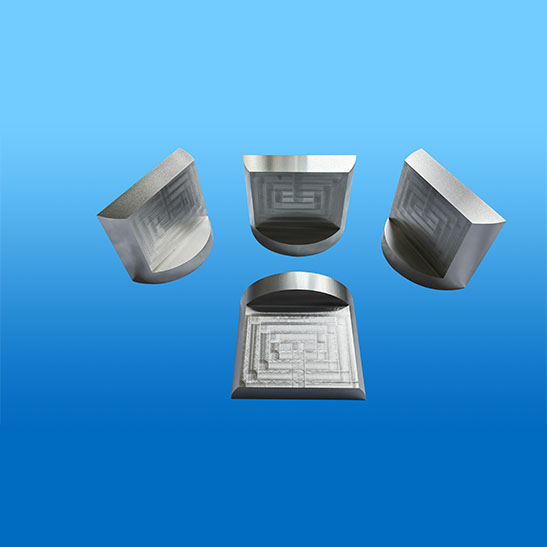
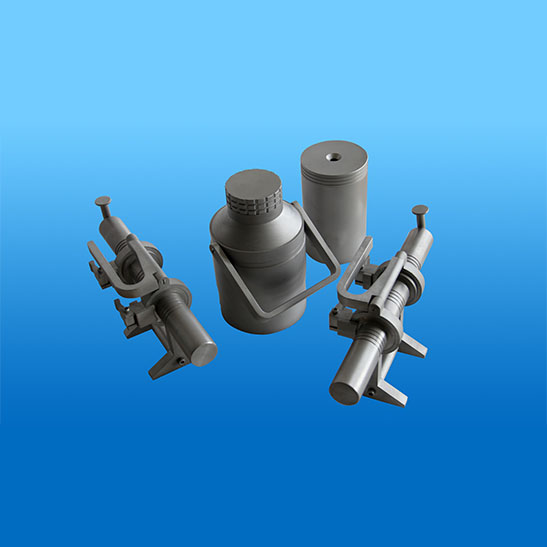
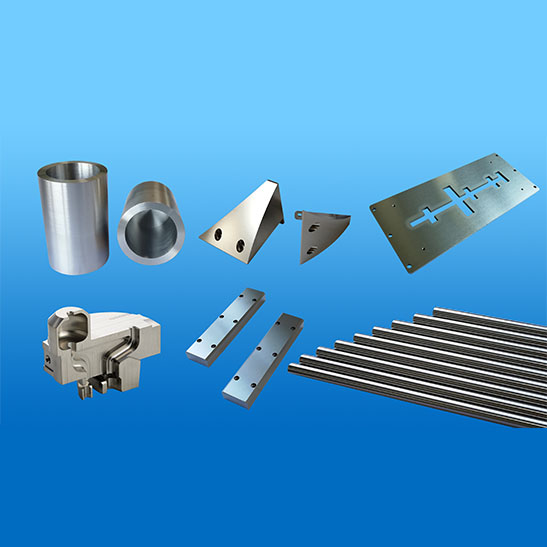
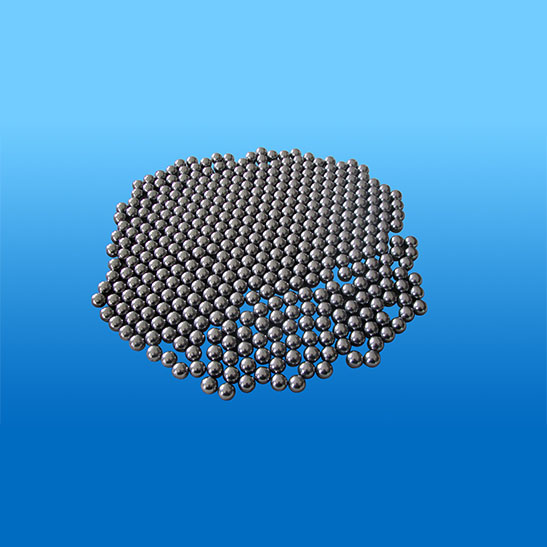
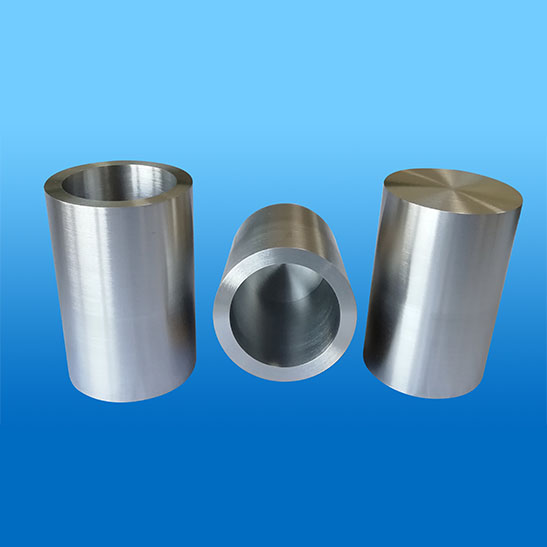

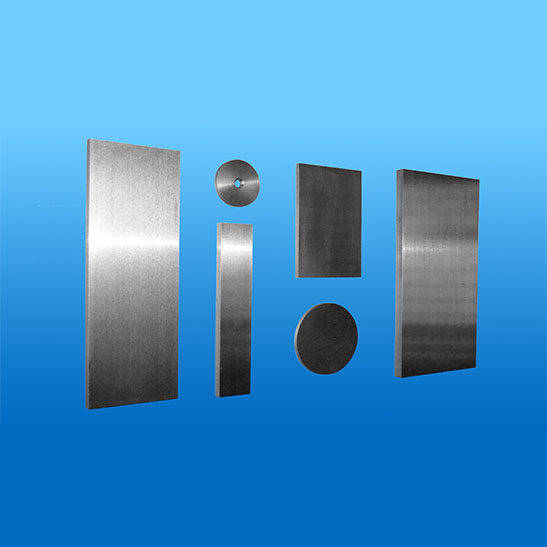
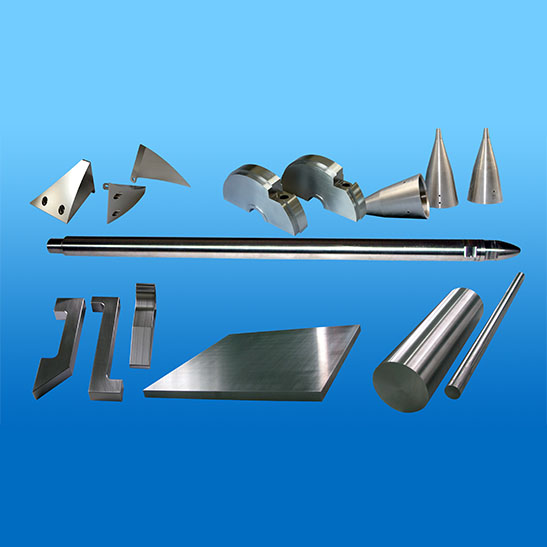

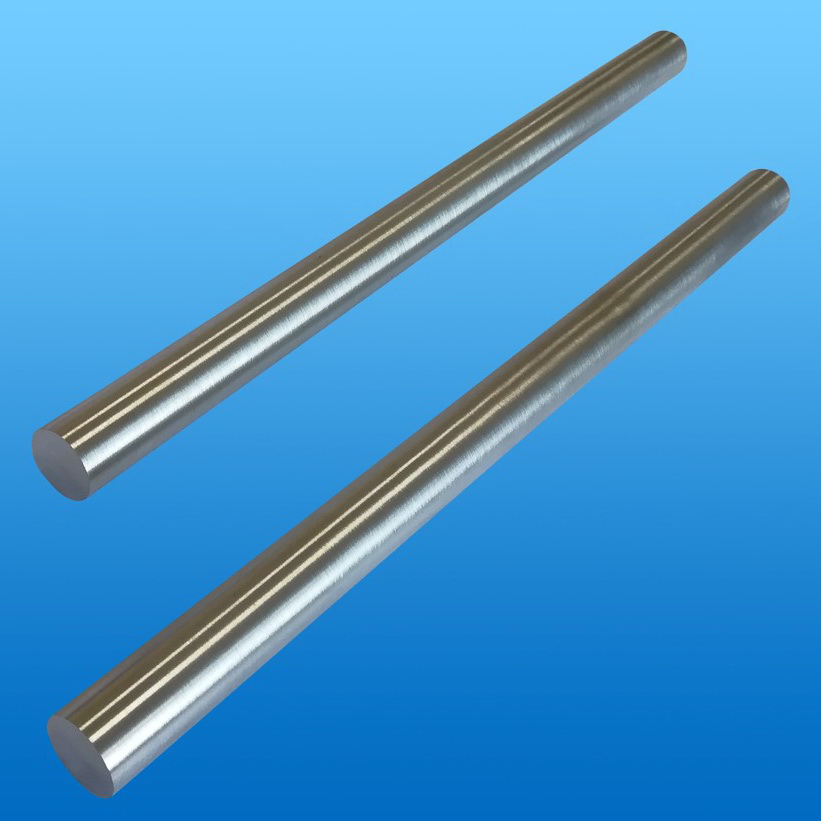
Tungsten heavy alloy (WNiFe, WNiCu)
Advantages:
- Able to be conventionally machined
- Less expensive than pure tungsten
- Improved ductility in comparison to pure tungsten
Applications:
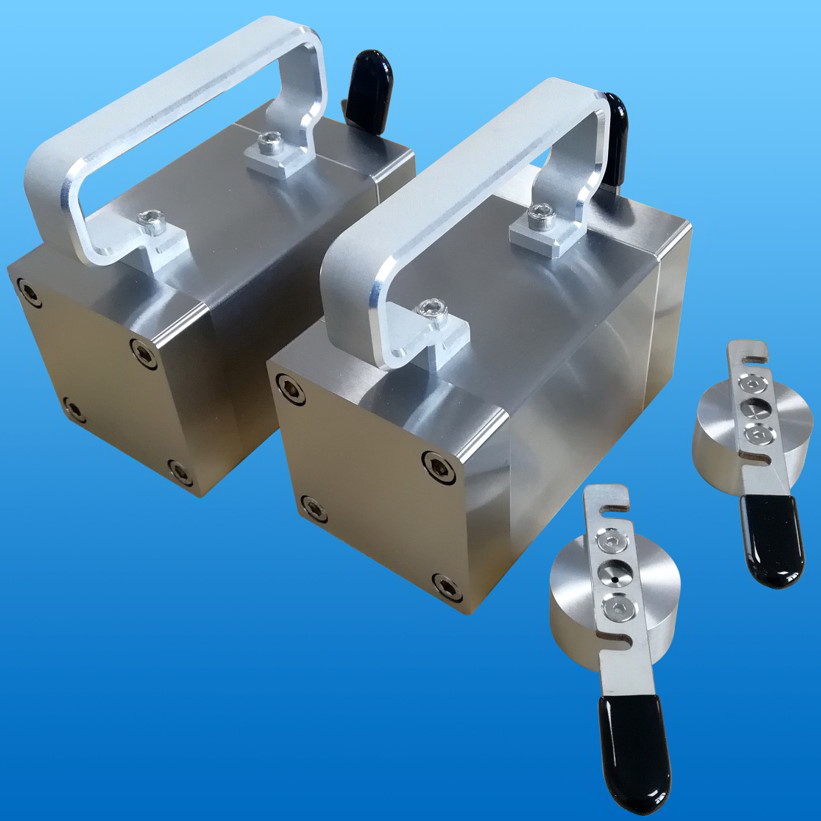
- Weights
- Ballast
- Vibration and kickback reduction
- X-ray shielding
- Ion beam apertures
- Aircraft bucking bars
Tungsten heavy alloys (WHAs)are a class of bi-phasic metallic composites composed of tungsten (W) powders consolidated by liquid-phase sintering (LPS) with lower melting point ductile phase (DP) metals or alloys consisting of Ni, Fe, Cu, and Co constituents. WHAs are known for their good room- to high-temperature tensile strength and ductility. In addition, for use in very high temperatures environments, such as rocket nozzles, the applications of WHAs include ordnance, such as kinetic energy penetrators, counterbalances, and flywheels, where high mass densities are needed. WHAs are now considered one of the most promising plasma-facing structural materials for fusion reactor divertor and armor applications. For example, Neu et al. found that 97W-2Ni-1Fe WHAs divertor tiles in the mid-size tokamak ASDEX upgrade facility that experienced up to a 20 MW/m2 cyclic plasma heat flux and up to 2200 °C surface temperatures, showed a lower cracking tendency compared to monolithic W. For various reasons, such as W recrystallization and fuzz formation, the maximum service temperatures for W divertors are likely to be ≈1300 °C.
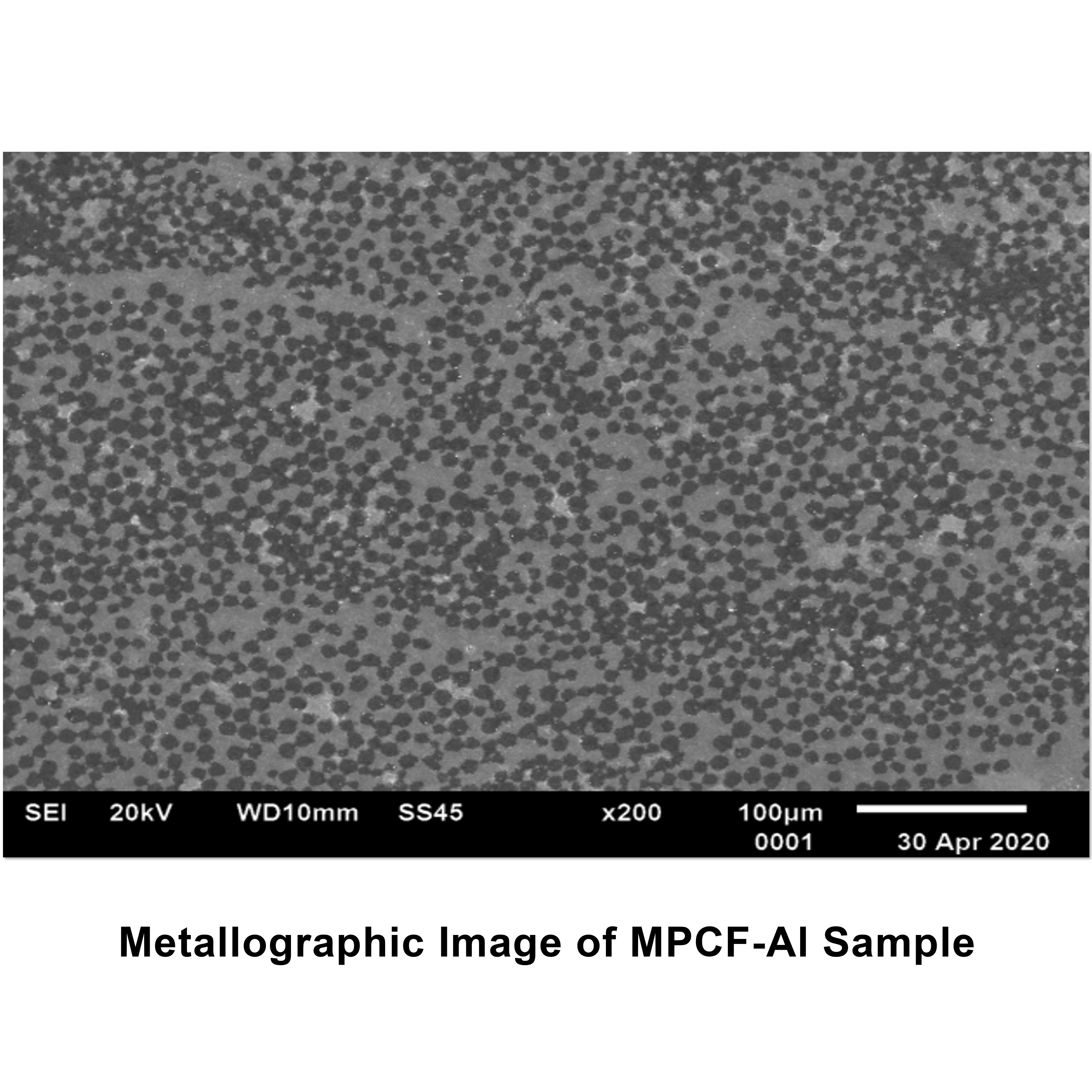
WHAs are conventionally produced by liquid phase sintering method. In this process, W powder is mixed with relatively low melting elemental powders such as Ni, Fe, Cu, Co, etc., compacted by either hydraulic press or cold isostatic press (CIP), and sintered in a furnace with a continuous flow of hydrogen. During sintering, the lower melting elements melt and form the matrix that bonds the unmelted W particles together. Some amount of W also gets dissolved in the matrix and gets re-precipitated on the primary W particles, which renders the W-grains rounded and larger in size. Thus, the sintered microstructure of WHAs essentially consists of rounded W grains cemented by a ductile and relatively low melting matrix phase.
Two tungsten (W)–nickel (Ni)–copper (Cu) alloys (WNCs) and one W–Ni–iron (Fe) alloy (WNF) were prepared by liquid phase sintering at 1783 K and 1733 K, respectively. The average W-grain size in the sintered WNCs (60–70 μm) was coarser than that in the WNF alloy (30 μm) possibly due to the higher sintering temperature (1783 K) necessary for the former alloys. The volume of the matrix phase in the WNF (25–30 vol.%) was higher than that in WNCs (10–15 vol.%). The tensile properties and hardness of WNF specimens at room temperature were significantly superior to those of WNC specimens apparently due to the finer W-grain size, lesser contiguity and porosity in the former. WNF specimens, in contrast to WNCs, failed under tension by W-grain cleavage fracture, possibly due to relatively stronger matrix phase and W/matrix bonding. At very low strain rate (0.0001/s) the tensile curve of WNF was wavy in nature, but these were absent at higher strain rates (0.001 to 1/s). The tensile strength and elongation of WNF alloy remarkably deteriorated at higher temperatures (773 and 973 K), and the fracture changed to matrix failure mode apparently due to weakening of the matrix phase.
Tungsten nickel ironcontains 1% to 3% of iron and 1% to 7% of nickel composited at ratios ranging from FeNi 1:1 to 1:4. The 1% to 3 % of iron additive is responsible for significant differences in tungsten alloys containing nickel iron exhibit, comparing tungsten alloys containing nickel copper. First, tungsten nickel iron is ferromagnetic material because of the iron. Iron imparts other special attributes to tungsten nickel iron, such as its comparatively higher density, melting point, ductility, and strength. By virtue of these excellent properties, tungsten nickel iron alloys have better high-temperature strength and higher cold-work deformation rate than tungsten nickel copper.
Tungsten nickel coppercontains 1% to 7% of Ni and 0.5% to 3% of Cu composited at ratios ranging from Ni to Cu 3:2 to 4:1. Nonmagnetic and high conductivity are two outstanding properties of tungsten alloys with nickel copper binders. Tungsten nickel copper alloys are preferable material in applications such as aerospace and electronic devices requiring non-magnetic working conditions and high thermal and electrical conductivities.